弱磁焊縫熔深檢測技術(shù)
發(fā)布于:2023/8/3 14:33:38 點擊:812
字體:[大 中
小]
? ? ? ?焊接過程中�,在外界熱源作用下母材及填充金屬熔化成流動液體����,并在母材處形成一定幾何形狀的熔池,當(dāng)焊接熱源離開熔池表面時��,母材表面溫度不斷降低,液體金屬開始結(jié)晶����。熔池有兩次結(jié)晶過程,一次是從液相轉(zhuǎn)變?yōu)楣滔嗟慕Y(jié)晶過程���,另一次是同素結(jié)構(gòu)體轉(zhuǎn)變的二次結(jié)晶過程�。隨著液體溫度不斷降低���,過冷度不斷增大�����,液相中不斷有晶胚出現(xiàn)����,金屬液相與固相之間存在單位體積自由能量差,液體中的晶核形成后�,會在能量差的作用下以晶核為中心成長為晶體。
? ? ? 在焊縫的熔合線處���,晶體以柱狀晶的形態(tài)不斷長大�,其長大的方向與熔池的散熱方向一致�����,焊縫熔池結(jié)晶過程中�,晶體沿焊縫熔合線不斷長大。熔合線一側(cè)是母材����,另一側(cè)是熔池金屬結(jié)晶產(chǎn)生的柱狀體,兩種不同材料具有不同的磁導(dǎo)率����。焊縫熔合線處存在材料磁導(dǎo)率的突變,導(dǎo)致焊縫出現(xiàn)磁異常����。通過設(shè)計特定的磁傳感器通過對磁異常的監(jiān)督檢測����,以此來達(dá)到對熔合線的定位即對焊縫的深度測量����。
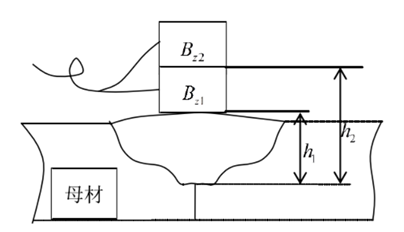
圖1.? 熔深檢測原理圖
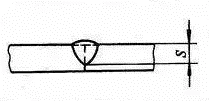
圖2.? 對接焊縫示意圖(S為焊縫有效厚度)
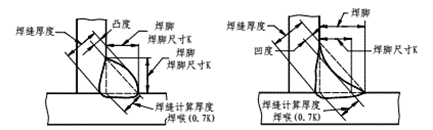
? ? ? ?圖3. 凸形角焊縫示意圖? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 圖4.? 凹形角焊縫示意圖
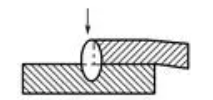
圖5. 搭接焊縫示意圖

圖6.? 弱磁熔深檢測儀

? ? ? ? ? ? ? ? ?圖7. 直角焊縫檢測探頭? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?圖8. 對接焊縫檢測探頭? ? ? ? ? ? ? ? ? ?圖9. 搭接焊縫檢測探頭
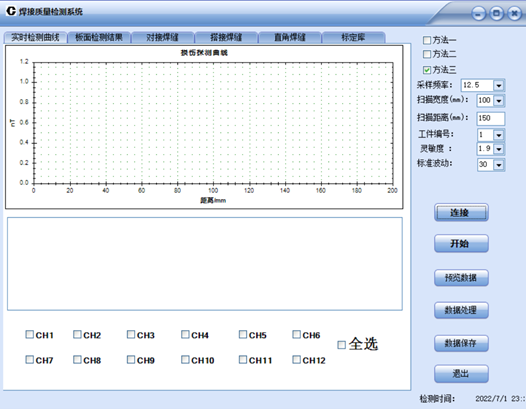
圖10. 數(shù)據(jù)采集界面
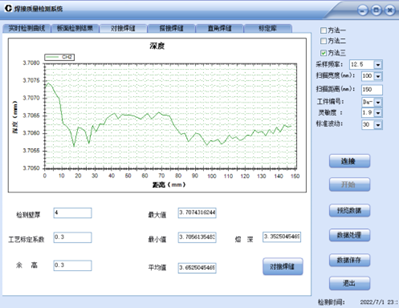
圖11. 對接焊縫分析界面
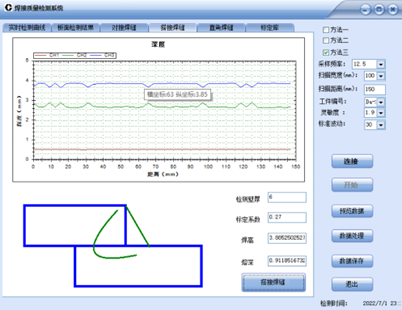
圖12. 搭接焊縫分析界面
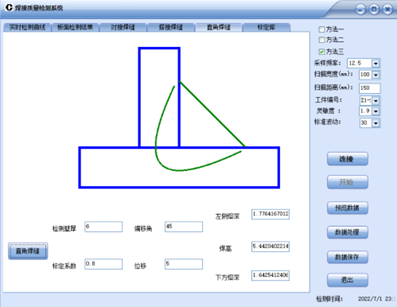
圖13. 直角焊縫分析界面
?
焊縫質(zhì)量檢測試驗與驗證
· 搭接焊縫
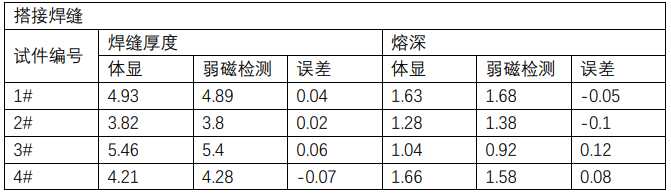
結(jié)果分析:
根據(jù)實驗設(shè)備切割檢測結(jié)果與弱磁焊縫質(zhì)量檢測儀結(jié)果分析驗證,發(fā)現(xiàn)搭接焊縫關(guān)鍵尺寸測量誤差普遍較小�����,高度吻合���。
注:所有數(shù)據(jù)單位均為:毫米(mm),下面同上����。
·?直角焊縫
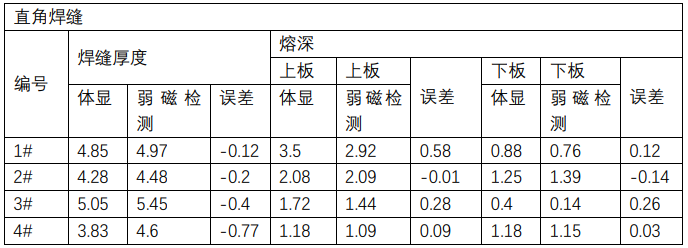
結(jié)果分析:
通過誤差分析,我們進(jìn)行角度修訂以及焊趾高度修訂并對原采集數(shù)據(jù)進(jìn)行重新計算��。根據(jù)實驗結(jié)果誤差分析�����,實驗結(jié)果吻合度明顯大幅提高、誤差變小���。
·?對接焊縫
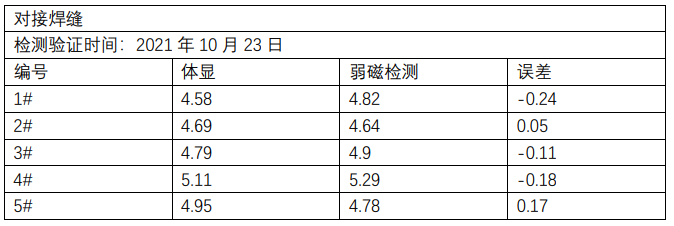
結(jié)果分析:
在對整車對接焊縫質(zhì)量檢測過程中���,焊接板材厚度對弱磁焊縫質(zhì)量檢測儀測量結(jié)果無影響,但焊板的組成成分不同會對試驗結(jié)果存在一定影響����。
試驗結(jié)論:
·? 焊縫關(guān)鍵尺寸弱磁檢測技術(shù)可以即快又準(zhǔn)確的對整車焊接工藝質(zhì)量進(jìn)行檢測,檢測中無須切割�、打磨、酸洗�、金相顯微、測量����;一名檢測人員、每一個測點檢測時間不超過1分鐘���;檢測結(jié)果可以二維顯示�����、檢測數(shù)據(jù)可存檔保存����、調(diào)取��;
·??弱磁檢測技術(shù)還可以對焊縫質(zhì)量進(jìn)行無損檢測���、可以即快又準(zhǔn)的發(fā)現(xiàn)焊縫生產(chǎn)過程中由于焊接工藝����、人員��、設(shè)備等原因造成焊縫內(nèi)部的裂紋��、氣孔�、未熔合、咬邊����、夾渣缺陷����。
·??角焊縫檢測熔深計算時需要一個焊趾與上底板的夾角,試驗中采用固定夾角�,現(xiàn)場發(fā)現(xiàn)實際焊縫此夾角存在一定誤差����,且此角存在差異����,造成部分熔深尺寸存在誤差,計劃改進(jìn)采用實際測量斜角方案���,提高熔深檢測檢測精度�,使其檢測絕對誤差不超過0.3mm����。
?
? ? ? ? ? ? ? ? ? ? ? ? ? ? ?